Sert Tornalama İçin CBN Uçlar
Hammaddelerin işlenmesi
CBN mikro tozunda kalan WBN, HBN, pirofillit, grafit, magnezyum, demir vb. gibi safsızlıklar olduğu için;ayrıca, hem o hem de bağlayıcı toz, sinterleme için elverişsiz olan adsorbe edilmiş oksijen, su buharı vb. içerir.Bu nedenle, hammaddelerin saflaştırma yöntemi, sentetik polikristalin performansını sağlamak için önemli bağlantılardan biridir.Geliştirme sırasında, CBN tozunu ve bağlayıcı malzemeleri saflaştırmak için aşağıdaki yöntemleri kullandık: ilk olarak, pirofilit ve HBN'yi çıkarmak için CBN tozunu NaOH ile yaklaşık 300°C'de işleme tabi tutun;sonra grafiti çıkarmak için perklorik asidi kaynatın;Plakalar, metalleri uzaklaştırmak için kaynatıldı ve nötr olana kadar damıtılmış su ile yıkandı.Bağlayıcı olarak kullanılan Co, Ni, Al vb. hidrojen indirgeme işlemine tabi tutulur.Daha sonra CBN ve bağlayıcı belirli bir orana göre homojen bir şekilde karıştırılarak grafit kalıba dahil edilir, daha sonra 1E2'den daha düşük bir basınçta vakumlu fırına gönderilir, 800-1000°C'de 1 saat ısıtılır ve kirden arındırılır. Yüzeyde, adsorbe edilmiş oksijen ve su buharı vb., böylece CBN tanelerinin yüzeyi çok temiz olur.
Bağlayıcı malzeme seçimi ve katkı miktarı açısından, eklenen toplam bağlayıcı miktarı yeterli ancak aşırı olmamalıdır.Deneysel sonuçlar, polikristalin aşınma direnci ve eğilme mukavemetinin, ortalama serbest yol (bağlayıcı faz tabakasının kalınlığı) ile yakından ilişkili olduğunu göstermektedir.Maddenin dozu %10 ila %15'tir (kütle oranı).
Bağlayıcı seçimine ek olarak, CBN partikül boyutunun ve partikül boyut oranının belirlenmesi de çok önemlidir.İşleme hassasiyeti ve yüzey kalitesi gereksinimlerine göre, kesici takımların imalatında kullanılan CBN'nin parçacık boyutu kabaca şu şekilde ayrılır: kaba parçacık boyutu 20-30 μm;orta parçacık boyutu 3 ~10 mikron;ince parçacık boyutu 2 mikron.İri taneli polikristalin, yüksek hassasiyet gereksinimleri olan bir alete dönüştürülmesi zordur, ancak aşınma direnci ve darbe direnci yüksektir ve ince taneden yapılmış polikristalin, finisaj ve süper finisaj gereksinimlerini karşılayabilir.
1. embriyo vücut sentezi
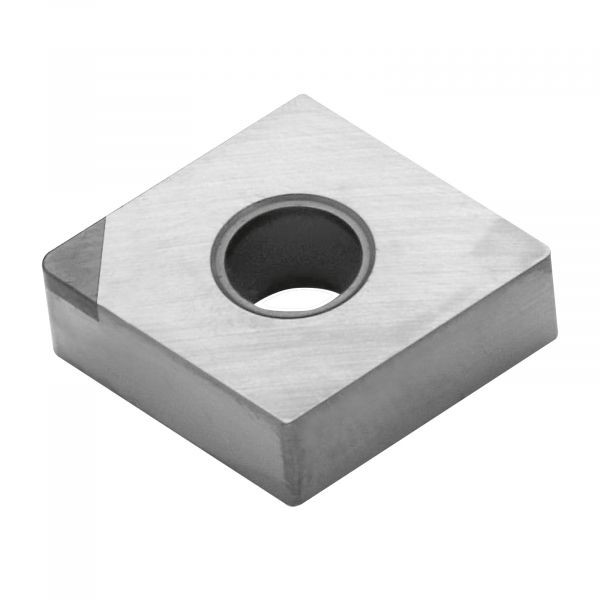
PCBN kompozit levha, yüksek sıcaklık ve yüksek basınç altında CBN tabakası ve semente karbür alt tabaka ile doğrudan birleştirilir ve kesme ve kaynak işlemleri yoluyla çeşitli kaynak oluşturan kesme aletleri veya bıçakları haline getirilir.
Entegre PCBN sinterlenmiş blok, entegre PCBN bıçağı olmak için alaşım matrisi olmadan doğrudan sinterlenir.Bileme işleminden sonra kübik bor nitrür entegre polikristal bıçak yapılır."PCBN bileşik sayfası"nda gösterildiği gibi.Sentez ekipmanı Yurtdışında kullanılan sentetik ekipmanların çoğu çift taraflı üst preslerdir ve çoğu Çin'de altı taraflı üst preslerdir.
2. PCBN aracının taşlama işlemi
Üretilen PCBN takım taslağının kesim için bilenmesi gerekir ve bilenmiş takım doğru geometri ve yüzey finişini elde eder.Genel olarak kaba öğütme, ince öğütme ve öğütme işlemlerine ayrılır.180-240 reçine bağlı elmas taşlama diski, 0,01 mm/çift vuruş beslemeli kaba taşlama için kullanılır;Wlo-W14 reçine bağlı taşlama diski, 0,005 mm/çift strok beslemeli ince taşlama için kullanılır;taşlama için Elmas taşlama çarkı veya W5~W3 taşlama macunu için, elmas taşlama çarkının keskin kenar işlemesinin taşlama üzerindeki etkisine özel dikkat gösterilmelidir.Bileme işlemi sırasında, taşlama taşının yüzey tüketimini tek tip hale getirmek için alet, taşlama çarkının tüm uç yüzeyi üzerinde ileri geri sallansa da, aslında, taşlama çarkının yüzeyi, sıklıkla olması gereken pürüzlülüğe hala eğilimlidir. kesilmiş.
3. PCBN araçlarının geometrik parametreleri
Bir PCBN takımının ömrü, geometrik parametreleriyle yakından ilişkilidir ve uygun bir ön ve arka açı, takımın darbe direncini iyileştirebilir.Talaş kaldırma kapasitesi ve ısı dağıtma kapasitesi.Eğim açısının boyutu, kesme kenarının kuvvetini ve ucun iç gerilim durumunu doğrudan etkiler.Takım ucunun mekanik etkisinden kaynaklanan aşırı çekme gerilmesini önlemek için genellikle negatif bir eğim açısı (-5.~-10.) kullanılır.Aynı zamanda, kabartma açısının aşınmasını azaltmak için, ana ve yardımcı kabartma açıları 6'dır, köşeler 0,4–1,2 mm burun yarıçapı ile yuvarlatılmıştır ve kenarlar taşlanmıştır.
4. PCBN araçlarının incelenmesi
Sertlik indeksi, eğilme direnci, çekme mukavemeti vb. gibi fiziksel özelliklerin test edilmesine ek olarak, PCBN araçlarının yüzey ve kenar işleme doğruluğunu kontrol etmek için yüksek güçlü bir elektron mikroskobu kullanmak da gereklidir.Ardından boyutsal kontrol, hassas kontrol, M değeri, geometrik tolerans, pürüzlülük ve ardından paketleme ve depolama gelir.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!